Imagine a world in which objects could be fabricated in minutes and customized to the task at hand. An inventor with an idea for a new product could develop a prototype for testing while on a coffee break. A company could mass-produce parts and products, even complex ones, without being tied down to part-specific tooling and machines that can’t be moved. A surgeon could get a bespoke replacement knee for a patient without leaving the operating theater. And a repair person could identify a faulty part and fabricate a new one on site — no need to go to a warehouse to get something out of inventory.
Such a future could be made possible by 3-D printing, says A. John Hart, an associate professor of mechanical engineering and director of the Laboratory for Manufacturing and Productivity and the Mechanosynthesis Group at MIT.
“3-D printing compels us to rethink how we develop, produce, and service products,” he says.
A common method of 3-D printing, extrusion, starts with a polymer rod, or filament. The filament is heated, melted, and forced through a nozzle in a printhead. The printhead moves across a horizontal surface (the print bed) in a prescribed pattern, depositing one layer of polymer at a time. On each pass over the print bed, instructions tell the printhead exactly where material should and shouldn’t be extruded so that, in the end, the layers stack up to form the desired, freestanding 3-D object.
“So rather than starting with a solid block and grinding material away, in 3-D printing — also called additive manufacturing — you start with nothing and build up your object one layer at a time,” Hart explains.
Engineers have used 3-D printing as a tool for rapid prototyping since its invention some three decades ago, but in recent years its use has expanded. Hart credits that expansion to better 3-D printers, but also to the widespread adoption of computer-aided design, or CAD, and emerging software tools for 3-D shape optimization. Today’s designers can use CAD software to create a virtual 3-D model of their targeted product, and in the process they generate a digitized description of it.
That description can feed into software that develops the instructions for controlling the path of the 3-D printer. As a result, designers no longer have to confine themselves to structures that can be made by machining or molding. “For instance, you can make an airplane seat with a complex internal structure that makes it light and saves fuel in flight,” notes Hart.
Even though it has made great strides, 3-D printing is still a long way from what Hart envisions it can be. Two recent advances out of his lab may help accelerate the adoption of 3-D printing: A machine that can print hand-held objects far faster than today’s desktop 3-D printers can, and a process for using cellulose as an inexpensive, biorenewable replacement for the usual plastics.
Sources of the slowdown
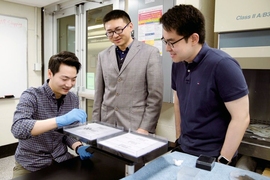
To find out what slows down current 3-D printers, Hart teamed up with Jamison Go SM ’15, who now a mechanical engineer at Desktop Metal, and Adam Stevens SM ’15, a doctoral student in Hart’s lab, to examine several commercial, extrusion-based desktop models. They concluded that their so-called volumetric building rates were limited by three factors: how much force the printhead could apply as it pushed the material through the nozzle; how quickly it could transfer heat to the material to get it to melt and flow; and how fast the printer could move the printhead.
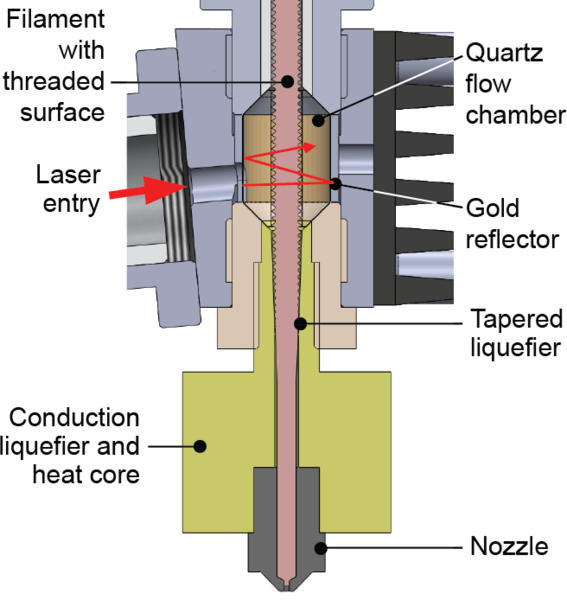
Based on those findings, they designed a machine with special features that address all three limitations. In their novel design, a filament with a threaded surface goes into the top of the printhead between two rollers that keep it from twisting. It then enters the center of a rotating nut, which is turned by a motor-run belt and has internal threads that mesh with the external threads on the filament. As the nut turns, it pushes the filament down into a quartz chamber surrounded by gold foil (see Figure 1 in the slideshow above). There, a laser enters from the side and is reflected by the gold foil several times, each time passing through the center of the filament to preheat it. The softened filament then enters a hot metal block, which heats it further (by conduction) to a temperature above its melting point. As it descends, the molten material is further heated and narrowed and finally extruded through a nozzle onto the print bed.
That design overcomes the limits on force and heating that slow current 3-D printers. In a standard printer, the filament is pushed by two small, rotating wheels. Add more force to speed things up, and the wheels lose traction and the filament stops moving. That’s not a problem with the new design. Matching the threads on the filament and the nut ensures maximum contact between the two. As a result, the system can transfer a high force to the filament without losing its grip.
The standard printer also relies on thermal conduction between the moving filament and a heated block, and that process takes time. At a higher feed rate, the core may not completely melt, with two impacts: Pushing the material through the nozzle will be harder, and the extruded material may not adhere well to the previously deposited layer. Preheating the filament with a laser ensures that the filament is thoroughly melted by the time it reaches the nozzle.
Tests showed that their novel printhead can deliver at least two and a half times more force to the filament than standard desktop models can, and it can achieve an extrusion rate that’s 14 times greater.
Given such a high extrusion rate, the researchers needed to find a way to move the printhead fast enough to keep up. They designed a mechanism with a metal overhead suspension gantry that’s shaped like an “H” and has a continuous belt that travels around pulleys powered by two motors mounted on the stationary frame. The printhead sits atop a stage that’s connected to the belt and is carried quickly and smoothly through the prescribed positions within each plane.
To test the new gantry, the researchers subjected it to a battery of tests. In one, they commanded it to execute a continuous back-and-forth motion between two positions at various speeds and checked the consistency of where it ended up. Based on those challenges, the researchers concluded that the gantry was sufficiently fast and accurate to do the job.
Fabricating test objects
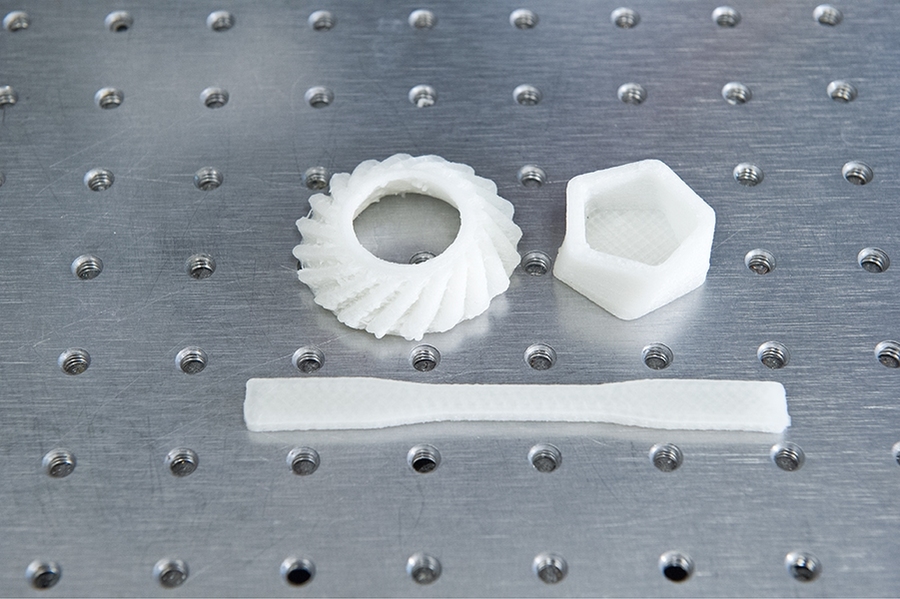
To demonstrate their system, the team printed a series of test objects, including those shown in the slideshow above. Printing a pair of eyeglass frames took 3.6 minutes, a small spiral cup just over 6 minutes, and a helical bevel gear (a circular gear with angled teeth) about 10 minutes. Microscopic examination of the objects confirmed that the individual deposited layers were highly uniform at 0.2 mm thick, and tests of their mechanical properties confirmed that they were strong and robust.
The complex shape of the bevel gear made it a particularly good test subject. The interior surface is tapered such that the open space is wider at the bottom than the top. The researchers have produced even more complex shapes with greater interior openings, and the machine successfully created the thin, solid legs that are initially needed to provide support and are removed after the piece solidifies.
To better evaluate their printer, the researchers used it and several commercial desktop models to print the same object — a triangular prism 20 millimeters tall. For a comparable resolution (based on nozzle diameter and layer height), their printer achieved an average volumetric build rate up to 10 times higher than the desktop models. It even did three times better than an industrial-scale system that has a significantly larger printhead and motion system, and costs over $100,000.
The researchers have been identifying and tackling issues introduced by the high-speed deposition conditions. For example, at high build rates, they found that their layers didn’t adhere well and the shapes sometimes became distorted. Directing a controlled flow of cooling air onto newly deposited material solved those problems. They also determined that they should be able to improve the coupling between the laser and the filament, getting even more efficient heating. The team is also improving the system’s accuracy by coordinating the extrusion rate and printhead speed, and implementing new control algorithms for the printer.
The researchers aren’t ready to estimate the potential cost of their printer. Their prototype system costs about $15,000, two-thirds of which comes from the laser and motors. Thus, it’s unlikely to replace today’s personal desktop systems. But it should be cost-competitive with state-of-the-art professional systems while offering decreased operating costs from faster output.
Cellulosic feedstocks
Another critical component of Hart’s vision for 3-D printing is the ability to process materials that are abundant and environmentally friendly. Hart and Sebastian Pattinson, a former postdoc in mechanical engineering who is now a lecturer at the University of Cambridge in the U.K., demonstrated a technique using the world’s most abundant natural polymer: cellulose.
Cellulose offers many advantages over current plastics-based feedstocks: It’s inexpensive, biorenewable, biodegradable, mechanically robust, and chemically versatile. In addition, it’s widely used in pharmaceuticals, packaging, clothing, and a variety of other products, many of which could be customized using 3-D printing.
The problem is that past efforts to 3-D print cellulose have largely been unsuccessful. The abundant hydrogen bonding between the cellulose molecules — the thing that makes it strong in plants — makes it not conducive to 3-D printing. Heat up cellulose, and it decomposes before it becomes sufficiently flowable to extrude from the nozzle of a printhead.
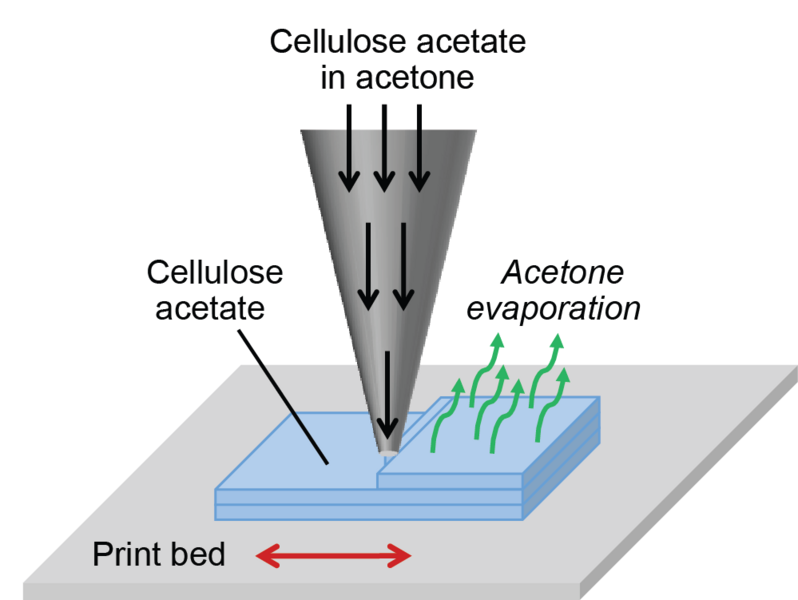
To solve that problem, Hart and Pattinson worked with cellulose acetate, a chemically treated form of cellulose that has fewer hydrogen bonds. They first dissolve the cellulose acetate in an acetone solvent to form a viscous feedstock, which flows easily through the printer nozzle at room temperature. As the mixture spreads across the print bed, the acetone solvent rapidly evaporates, leaving behind the cellulose acetate. Immersing the finished cellulose acetate object in sodium hydroxide removes the acetate and restores the cellulose with its full network of hydrogen bonds. (Figure 2 in the slideshow above shows the process.)
Using that procedure, the researchers printed complex objects out of their cellulosic materials, and the mechanical properties of the parts were good. Indeed, after the sodium hydroxide treatment, their strength and stiffness — measured in any direction — were superior to those of parts made out of commonly used 3-D printing materials.
Hart also notes that cellulose provides chemical versatility. “You can modify cellulose in different ways, for example, to increase its mechanical properties or to add color,” he says.
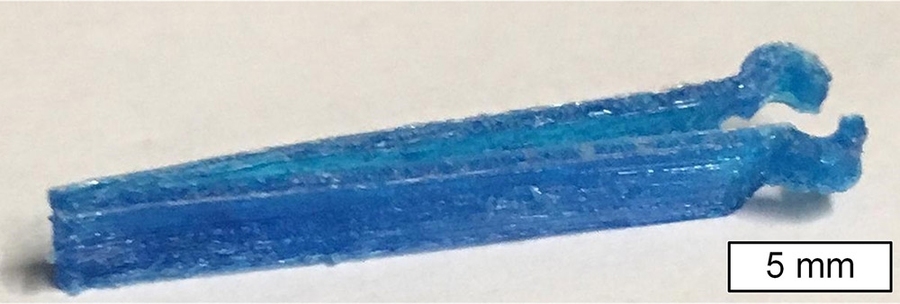
One option the researchers explored was adding antimicrobial properties. They printed a series of disks, some from plain cellulose acetate and some with an antimicrobial dye added, and deposited a solution containing E. coli bacteria on each one. They then left some of the disks in the dark and exposed others to light from a fluorescent bulb like those used in laboratories and hospitals. Analysis of the bacteria surviving after 20 hours showed that the disks made with dye and exposed to the light had 95 percent fewer bacteria than the others. As a sample product, they printed surgical tweezers — an instrument that could be highly valuable in any surgical setting where ensuring sterility might be an issue.
Hart thinks that the opportunities offered by their cellulose printing process could be of commercial interest. It uses a commodity product that’s widely available and less expensive than the typical extrusion filament material. It takes place at room temperature, so there’s no need for a costly heat source such as the laser used in the novel printhead described earlier. And as long as the acetone is captured and recycled, the process is environmentally friendly.
One more ingredient
Hart hopes that these and other developments coming out of his lab will help advance 3-D printing. But there’s another critical element that’s needed: a workforce knowledgeable in both the technical and business aspects of additive manufacturing.
To that end, he teaches a graduate-level MIT class in additive manufacturing, which is proving highly popular; and in 2018, he launched an online professional course via MIT xPRO that enrolled nearly 1,200 people during its first run. He also offers a five-day, on-campus MIT Short Program that has attracted worldwide participants who want to learn about using additive manufacturing in their design and manufacturing operations.
He is now leading MIT’s new Center for Additive and Digital Advanced Production Technologies, and plans are in the works for symposia at which its members will share their knowledge, ideas, and experiences. The enthusiastic response to these offerings suggests that Hart’s vision of 3-D printing and digitized design and production may at last be on its way to becoming a reality.
The research was supported, in part, by Lockheed Martin Corporation. Sebastian Pattinson was supported by a National Science Foundation Science, Engineering, and Education for Sustainability postdoctoral fellowship.
This article originally appeared in the Autumn 2018 issue of Energy Futures, the magazine of the MIT Energy Initiative.